全國咨詢熱線:021-57558961
24小時咨詢熱線:13564575575
電阻對焊工藝
?工件裝配成對接接頭,使其端面緊密接觸,通電后利用電阻熱加熱至塑性狀態,然后斷電并迅速施加頂鍛力完成焊接的方法稱為電阻對焊。
?電阻對焊操作簡單,接頭比較光滑,但焊前對工件端面加工和清理有較高的要求,否則端面加熱不均勻,容易產生氧化物夾雜,質量不易保證。因此,電阻對焊一般僅用于端面簡單、直徑小于20mm和強度要求不高的工件。
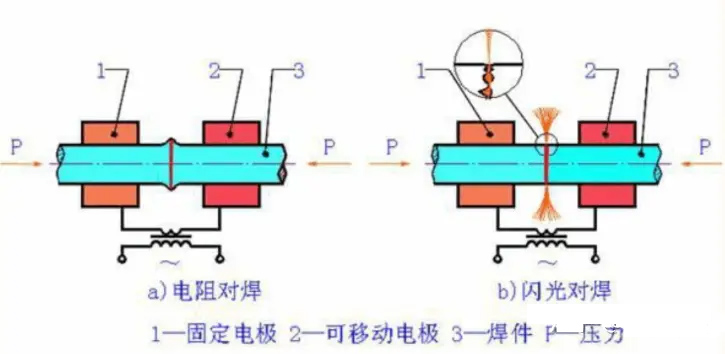
閃光對焊工藝
?工件裝配成對接接頭,接通電源,并使其端面逐漸移近達到局部接觸,利用電阻熱加熱這些接觸點(產生閃光),使端面金屬熔化,直至端部在一定深度范圍內達到預定溫度時,斷電并迅速施加頂鍛力完成焊接的方法稱為閃光對焊。
?閃光對焊在焊接前對工件端面清理要求不嚴格,因為在焊接過程中,工件端面的氧化物及雜質一部分隨閃光火花帶出,一部分在加壓時隨液體金屬擠出,使得接頭中夾渣很少,質量較高。但金屬損耗較多,工件需留出較大余量,焊后要清理毛刺。可以焊接相同的金屬材料,也可以焊接異種金屬材料。廣泛用于刀具、管子、自行車圈,鋼軌等的焊接。
服務熱線
